型材擠壓散熱器發(fā)出響聲的原因有哪些?
來源:m.ztjiaoyu.com 發(fā)表時(shí)間:2018-05-03
型材擠壓散熱器的主要功能是散熱,比如電腦上,各種電器上的散熱器。還有一個(gè)功能就是節(jié)能,耐用裝飾和低價(jià)等方面的考量。型材擠壓散熱器在試模和正常生產(chǎn)過程中,鋁棒加熱溫度要保證在480-520℃之間。鋁型材模具加熱溫度按常規(guī)模具溫度,控制在480℃左右,直徑200mm以下的平模保溫時(shí)間不得少于2小時(shí),如果是分流模保溫在3小時(shí)以上;直徑大于200mm以上的模具保溫4-6小時(shí),以保證模具芯部溫度與外部溫度的均勻。在試模或生產(chǎn)前,必須用清缸墊清理干凈盛錠筒內(nèi)膽,并查看擠壓機(jī)空運(yùn)行是否正常。試模或剛開始生產(chǎn)時(shí),擠壓機(jī)自動檔關(guān)掉,各段開關(guān)歸零位。從最小壓力開始慢慢的起壓,出料大概3-5分鐘,鋁填充過程時(shí)主要控制好壓力。壓力控制在100Kg/cm2以內(nèi),電流表數(shù)據(jù)為2-3A以內(nèi),一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生產(chǎn)時(shí)擠壓速度以壓力小于120Kg/cm2為準(zhǔn)。
型材擠壓散熱器發(fā)出響聲的原因有:
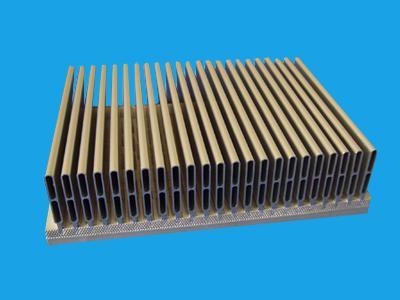
1.由翅片散熱器本身的結(jié)構(gòu)引起的。翅片散熱器的構(gòu)造是在主管外面焊接散熱翅片。這種散熱器焊接點(diǎn)比較多,在散熱器運(yùn)作的情況下,由于熱脹冷縮的原理,管道容易因供水過熱而膨脹,從而使得翅片與管道焊點(diǎn)斷開發(fā)出響聲。另外,散熱器外罩也有可能因熱脹冷縮而發(fā)出響聲。
2.由于散熱器內(nèi)部有氣體而造成響聲。這種情況一般還會伴隨發(fā)生散熱器局部不熱的問題。
3.水流不均而造成的響聲。
相關(guān)新聞
- 講述插秧機(jī)配件的重要性
- 購買鉚接散熱器的注意事項(xiàng)
- 影響插片散熱器散熱效果的因素有哪些?
- 榮達(dá)鋁業(yè)對型材擠壓散熱器的概述